"ထုပ်ပိုးခြင်းပုံနှိပ်ခြင်းကို သင်တကယ်နားလည်ပါသလား။
အဖြေသည် အရေးကြီးဆုံးမဟုတ်ပါ၊ ထိရောက်သောရလဒ်သည် ဤဆောင်းပါး၏တန်ဖိုးဖြစ်သည်။ ဒီဇိုင်းထုတ်ခြင်းမှသည် ထုပ်ပိုးခြင်းထုတ်ကုန်များကို အကောင်အထည်ဖော်ခြင်းအထိ၊ ပုံနှိပ်ခြင်းမပြုမီ အသေးစိတ်အချက်အလက်များကို မေ့ထားရန် လွယ်ကူသည်။ အထူးသဖြင့် ပုံနှိပ်ခြင်းဆိုင်ရာ အပေါ်ယံနားလည်မှုသာရှိသော ထုပ်ပိုးမှုဒီဇိုင်းပညာရှင်များသည် အမြဲတမ်း "ပြင်ပလူများ" ကဲ့သို့ ပြုမူကြသည်။ ထုပ်ပိုးမှုဒီဇိုင်းပညာရှင်များနှင့် ပုံနှိပ်စက်ရုံများကြား ဆက်သွယ်ရေးကို အားကောင်းစေရန်အတွက် ယနေ့တွင် ပုံနှိပ်ခြင်းမပြုမီ သတိပြုရလွယ်ကူသော အသေးစိတ်အချက်များအကြောင်း သင့်အား သတိပေးပါမည်။
ပုံနှိပ်အစက်များ
ကျွန်ုပ်တို့သည် အဘယ်ကြောင့် အစက်များ လိုအပ်သနည်း။
အစက်များသည် အဖြူနှင့်အမည်းကြား gradation ကိုဖော်ပြရန် လက်ရှိတွင် စျေးသက်သာပြီး အထိရောက်ဆုံးနည်းလမ်းဖြစ်သည်။ သို့မဟုတ်ပါက ပုံနှိပ်ခြင်းအတွက် ရာနှင့်ချီသော မီးခိုးရောင်စကေးမှင်များကို ကြိုတင်ချိန်ညှိရပါမည်။ ကုန်ကျစရိတ်၊ အချိန်နှင့် နည်းပညာအားလုံးသည် ပြဿနာများဖြစ်သည်။ ပုံနှိပ်ခြင်းသည် အခြေခံအားဖြင့် သုညနှင့် အယူအဆတစ်ခုသာ ဖြစ်သေးသည်။
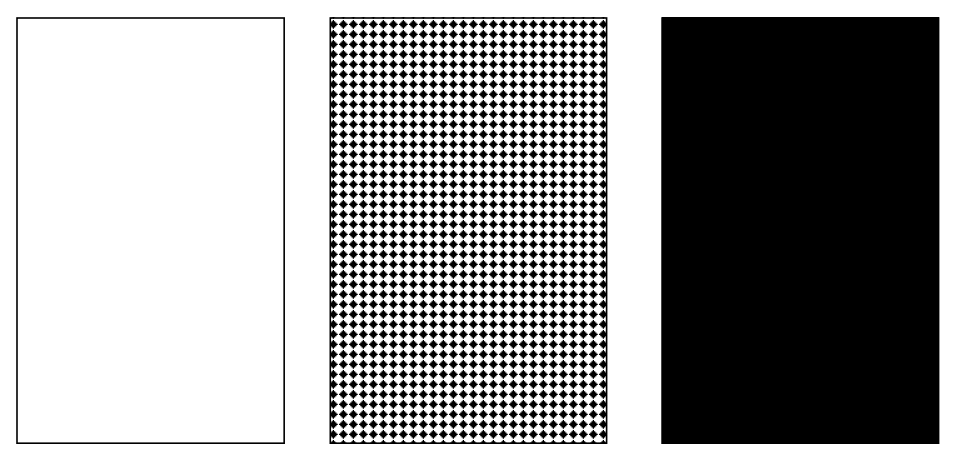
အစက်ဖြန့်ဝေမှု၏သိပ်သည်းဆသည် ကွဲပြားသောကြောင့် ပုံနှိပ်ထားသောအရောင်များသည် သဘာဝအတိုင်း ကွဲပြားမည်ဖြစ်သည်။
ရှေ့ပြေး
စာမျက်နှာဖော်ပြချက်ဖိုင်၏မှန်ကန်မှုကိုအတည်ပြုရန် Preflight စစ်ဆေးမှုများ၊ အလုပ်လက်မှတ်ပရိုဆက်ဆာသည် လုပ်ငန်းစဉ်ထဲသို့ဝင်မည့် စာမျက်နှာဖော်ပြချက်ဖိုင်ကို လက်ခံပြီး အလုပ်လက်မှတ်တွင် ကနဦးလုပ်ဆောင်မှုများကို လုပ်ဆောင်သည်။ နောက်တစ်ဆင့်မှာ ကွာဟချက်ဖြည့်ခြင်း၊ ရုပ်ပုံအစားထိုးခြင်း၊ သတ်မှတ်ခြင်း၊ အရောင်ခွဲခြင်း၊ အရောင်စီမံခန့်ခွဲမှုနှင့် အထွက်ကန့်သတ်ချက်များကို သတ်မှတ်ပြီး ရလဒ်များကို အလုပ်လက်မှတ်တွင် ထင်ဟပ်စေပါသည်။
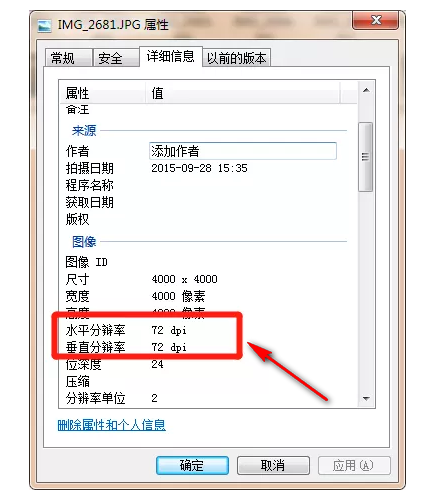
DPI ကြည်လင်ပြတ်သားမှု
Resolution နှင့်ပတ်သက်လာလျှင် "vector graphic" နှင့် "bitmap" တို့ကို ဖော်ပြခြင်းမပြုနိုင်ပါ။
Vector ဂရပ်ဖစ်ချဲ့သည့်အခါ သို့မဟုတ် လျှော့ချသည့်အခါ ဂရပ်ဖစ်ပုံပျက်မည်မဟုတ်ပါ။
ဘစ်မြေပုံ-DPI- လက်မတစ်ခုစီတွင်ပါရှိသော ပစ်ဇယ်အရေအတွက်
ယေဘူယျအားဖြင့်၊ ကျွန်ုပ်တို့၏ဖန်သားပြင်ပေါ်တွင်ပြသထားသောဂရပ်ဖစ်များသည် 72dpi သို့မဟုတ် 96dpi ဖြစ်ပြီး၊ ပုံနှိပ်ဖိုင်များတွင်ရှိသောရုပ်ပုံများသည် 300dpi+ ပြည့်မီရန် လိုအပ်ပြီး ဂရပ်ဖစ်များကို Ai ဆော့ဖ်ဝဲတွင် ထည့်သွင်းထားရန်လိုအပ်သည်။
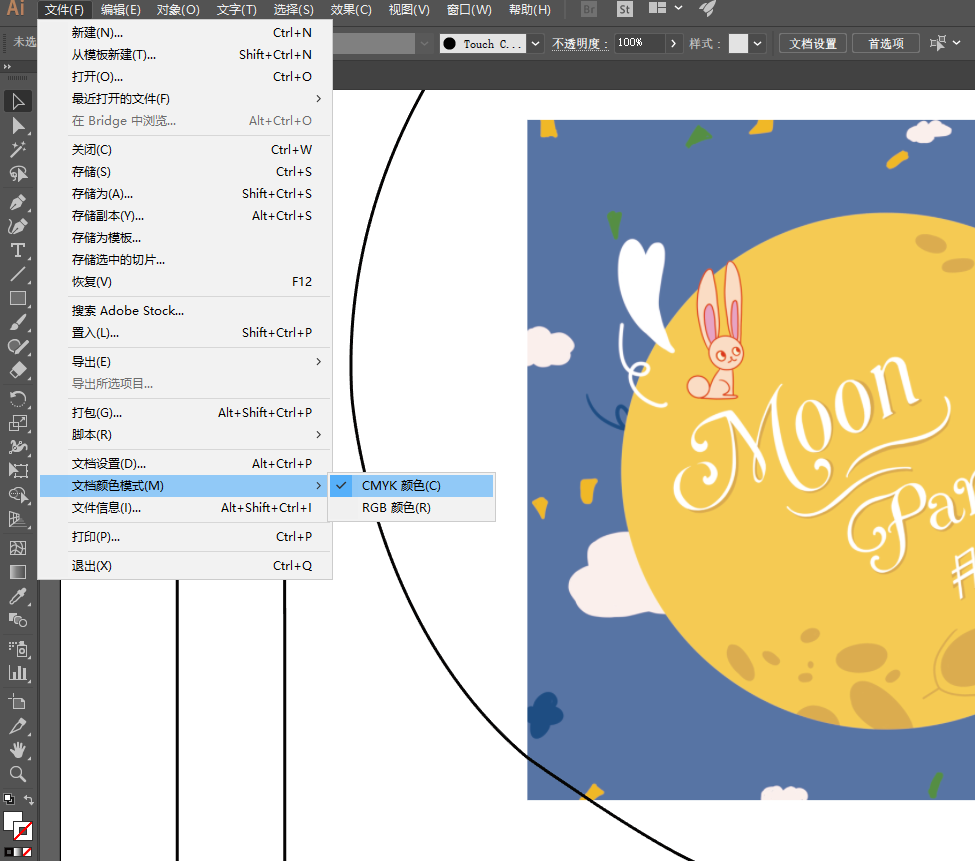
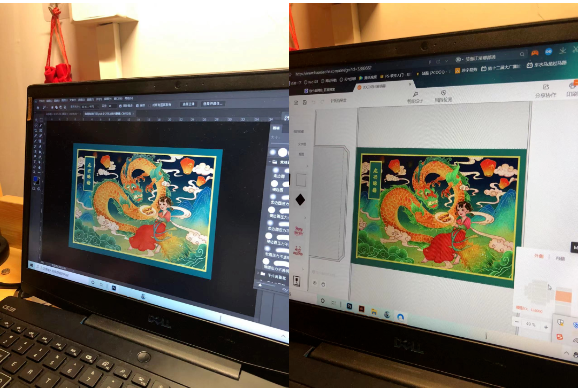
အရောင်မုဒ်
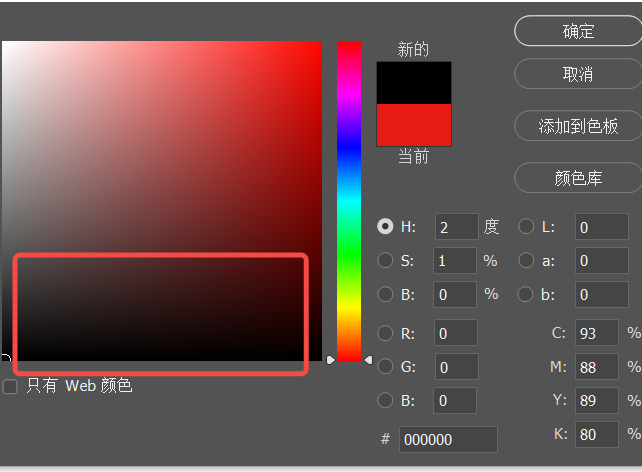
ပုံနှိပ်ဖိုင်သည် CMYK မုဒ်တွင် ရှိရပါမည်။ ၎င်းကို CMYK သို့မပြောင်းလဲပါက၊ ဒီဇိုင်းအကျိုးသက်ရောက်မှုကို ပုံနှိပ်မည်မဟုတ်ပါ၊ ၎င်းသည် ကျွန်ုပ်တို့မကြာခဏအရောင်ကွဲပြားမှုပြဿနာဟုခေါ်ဆိုသည့်အရာဖြစ်သည်။ CMYK အရောင်များသည် RGB အရောင်များထက် မကြာခဏ နက်သည်။
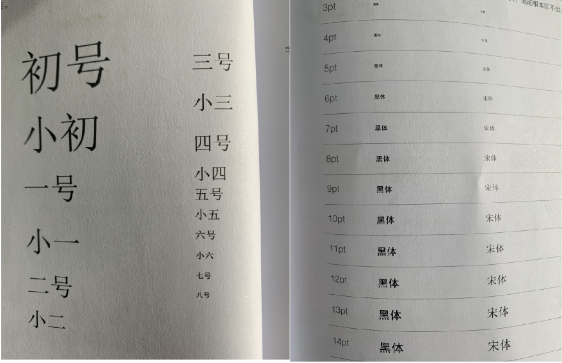
ဖောင့်အရွယ်အစားနှင့် စာကြောင်းများ
ယေဘူယျအားဖြင့် ဖောင့်အရွယ်အစားကို ဖော်ပြရန် နည်းလမ်းနှစ်ခုဖြစ်သည့် နံပါတ်စနစ်နှင့် အမှတ်စနစ်ဖြစ်သည်။
နံပါတ်စနစ်တွင် ရှစ်မှတ်ဖောင့်သည် အသေးဆုံးဖြစ်သည်။
အမှတ်စနစ်တွင် 1 ပေါင် ≈ 0.35mm နှင့် 6pt သည် ပုံမှန်ဖတ်နိုင်သော အသေးငယ်ဆုံးဖောင့်အရွယ်အစားဖြစ်သည်။ ထို့ကြောင့် ပုံနှိပ်ခြင်းအတွက် အနိမ့်ဆုံး ဖောင့်အရွယ်အစားကို ယေဘုယျအားဖြင့် 6pt ဟု သတ်မှတ်သည်။
(အနိမ့်ဆုံး ဖောင့်အရွယ်အစားHongze ထုပ်ပိုးမှု4pt ဟု သတ်မှတ်နိုင်သည်။)
ပုံနှိပ်လိုင်း၊ အနည်းဆုံး 0.1pt။
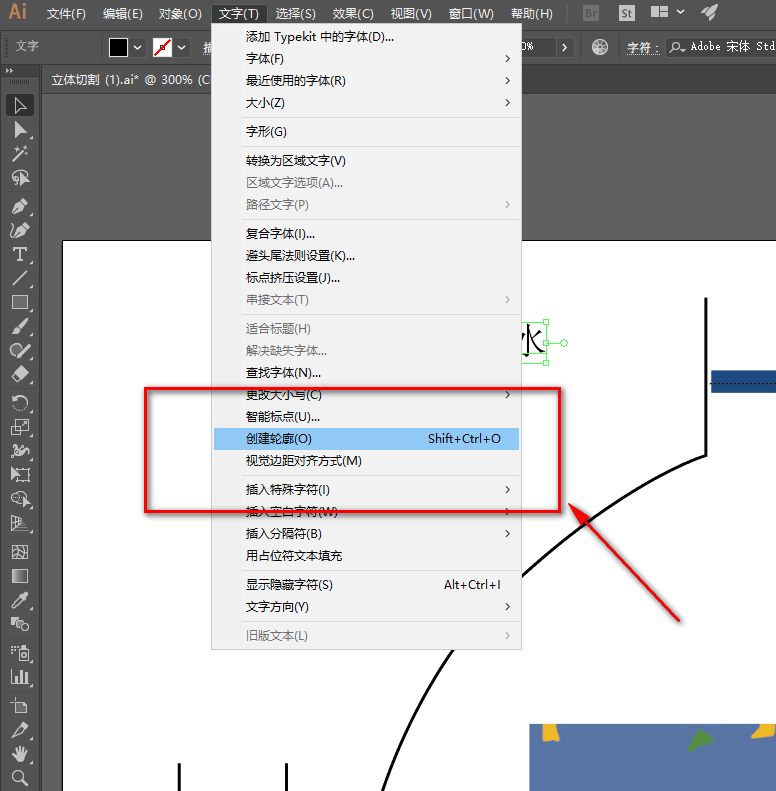
ဖောင့်ပြောင်းခြင်း/ပုံသွင်းခြင်း
ယေဘုယျအားဖြင့် ပုံနှိပ်တိုက်အနည်းငယ်သည် တရုတ်နှင့် အင်္ဂလိပ်ဖောင့်များအားလုံးကို ထည့်သွင်းနိုင်သည်။ ပုံနှိပ်တိုက်၏ကွန်ပြူတာတွင် ဤဖောင့်မပါပါက ဖောင့်ကို ပုံမှန်အတိုင်းပြသမည်မဟုတ်ပါ။ ထို့ကြောင့်၊ ထုပ်ပိုးမှုဒီဇိုင်းဖိုင်တွင် ဖောင့်ကို မျဉ်းကွေးအဖြစ် ပြောင်းရပါမည်။
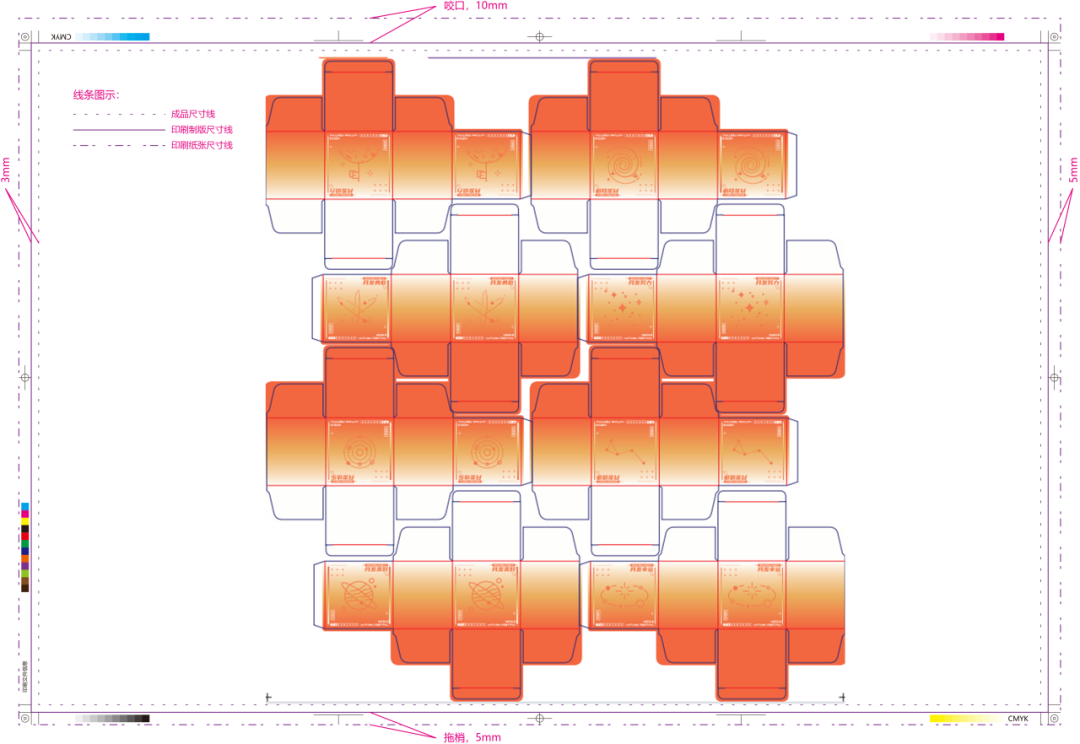
သွေးထွက်ခြင်း။
သွေးထွက်ခြင်းဆိုသည်မှာ ထုတ်ကုန်၏ အပြင်ဘက်အရွယ်အစားကို တိုးလာစေသည့် ပုံစံကို ရည်ညွှန်းပြီး ဖြတ်တောက်သည့် အနေအထားတွင် ပုံစံအဆက်အချို့ကို ပေါင်းထည့်သည်။ အဖြူရောင်အနားစွန်းများ သို့မဟုတ် ဖြတ်တောက်ပြီးသည့်နောက် ထုတ်ကုန်၏ အကြောင်းအရာကို ဖြတ်တောက်ခြင်းမှ ရှောင်ရှားရန် ၎င်း၏ လုပ်ငန်းစဉ်သည်းခံမှုအတွင်း ထုတ်လုပ်မှုလုပ်ငန်းစဉ်တစ်ခုစီအတွက် အထူးအသုံးပြုသည်။

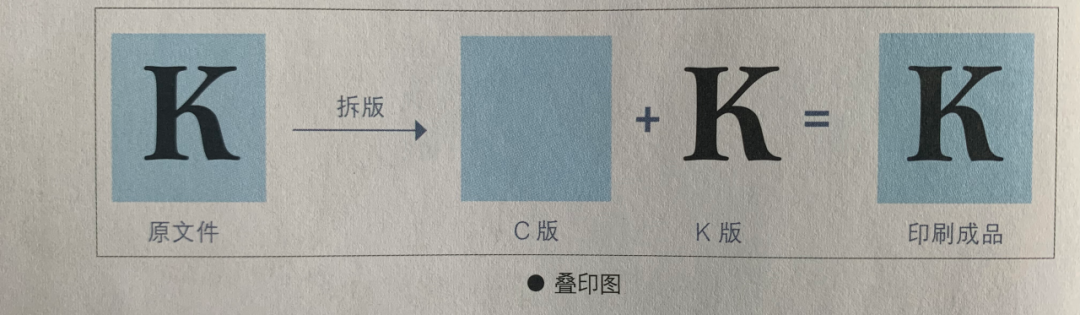
ပုံနှိပ်ခြင်း။
ဖောင်းကြွခြင်းဟုလည်း ခေါ်သည်၊ ၎င်းသည် အရောင်တစ်မျိုးကို အခြားအရောင်တစ်ခု၏အပေါ်တွင် ရိုက်နှိပ်ထားပြီး မှင်ကို ထပ်နှိပ်ပြီးနောက် ရောနှောသွားမည်ဖြစ်သည်။
ပုံနှိပ်အများဆုံးအရောင်မှာ အနက်ရောင်တစ်ခုတည်းဖြစ်ပြီး အခြားအရောင်များကို ယေဘုယျအားဖြင့် ဖုံးအုပ်ထားခြင်းမရှိပါ။
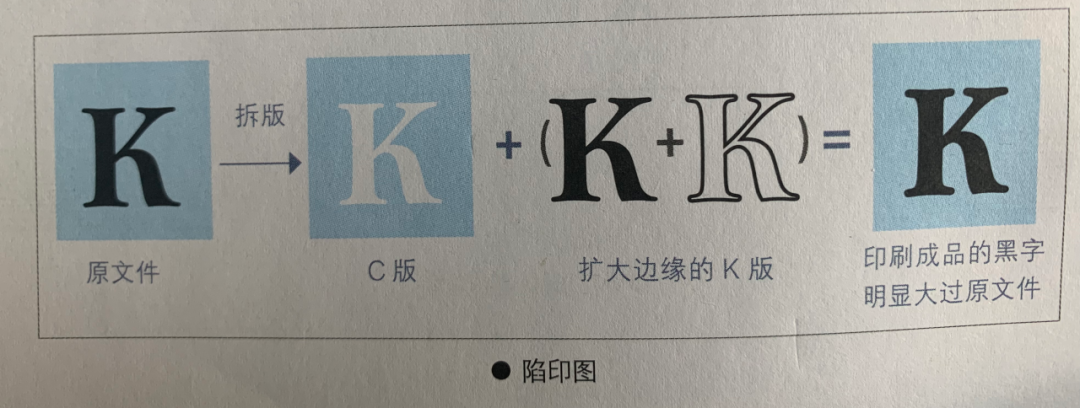
ပုံနှိပ်ခြင်း။
မှင်များ ရောစပ်ခြင်းကို ရှောင်ကြဉ်ပါ။ အများအားဖြင့် အရာဝတ္ထုနှစ်ခု ထပ်နေသောအခါတွင်၊ နောက်ပိုင်းတွင် ရိုက်နှိပ်ထားသော အရောင်သည် ထပ်နေသောနေရာတွင် အခေါင်းပေါက်ဖြစ်နေသောကြောင့် အပေါ်နှင့်အောက် မှင်များ ရောနှောမသွားစေရန်။
အားသာချက်များ- ကောင်းသောအရောင်မျိုးပွားခြင်း။
အားနည်းချက်များ- အဖြူရောင်အစက်များ (စက္ကူအရောင်) ဖြင့် မှန်ကန်စွာ ပုံနှိပ်မရခြင်း၊

ထောင်ချောက် ပုံနှိပ်ခြင်း၏ မွမ်းမံထားသော ဗားရှင်းတစ်ခုဖြစ်သည်။ အရာဝတ္ထုတစ်ခု၏ အစွန်းကို ချဲ့ခြင်းဖြင့်၊ အစွန်းအရောင်သည် ယခင်အရောင်နှင့် ရောစပ်သွားမည်ဖြစ်သည်။ အော့ဖ်ဆက်ခံရသည့်တိုင် အဖြူအစွန်းများ ပေါ်မလာပါ။ အစွန်းကို ယေဘုယျအားဖြင့် 0.1-0.2mm ဖြင့် ချဲ့သည်။
ခံ့ညားသော
အရောင်ကွာခြားမှု
အရောင်ကွဲပြားမှုက ဘယ်လိုဖြစ်တာလဲ။
ပုံနှိပ်ထုတ်ကုန်များ၏ အရောင်သည် အရောင်မုဒ်၊ အလွှာများ၏ ရုပ်ပိုင်းဆိုင်ရာ ဂုဏ်သတ္တိများ၊ စက်လုပ်ငန်းစဉ် ကန့်သတ်ချက်များ၊ မင်ရောစပ်မှုဆိုင်ရာ အတွေ့အကြုံ၊ အလင်းရောင် စသည်တို့ကြောင့် သက်ရောက်မှုရှိသည်။ ဤအချက်များသည် ကွဲပြားသောကြောင့် သက်ဆိုင်သော အရောင်ကွဲပြားမှုများ ဖြစ်ပေါ်မည်ဖြစ်သည်။
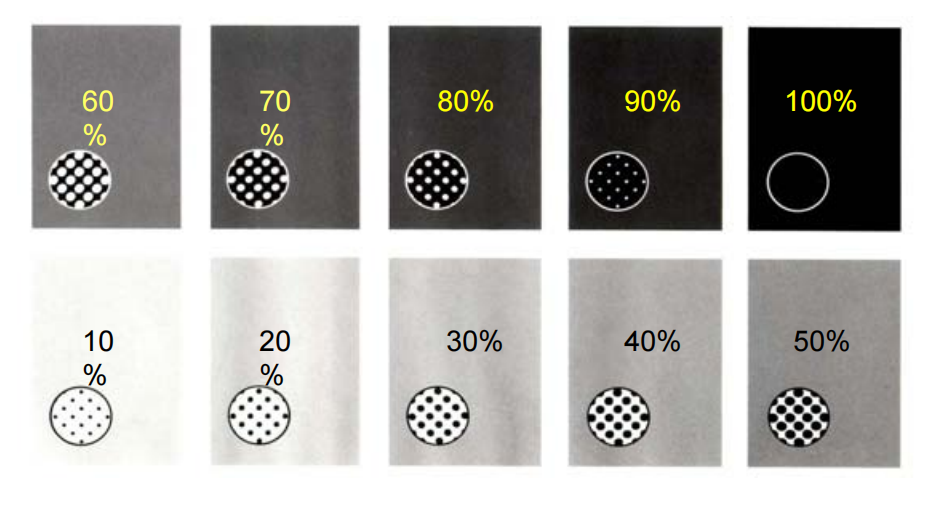
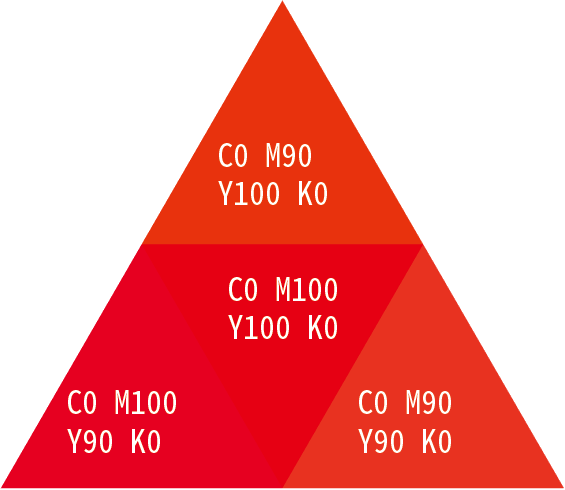
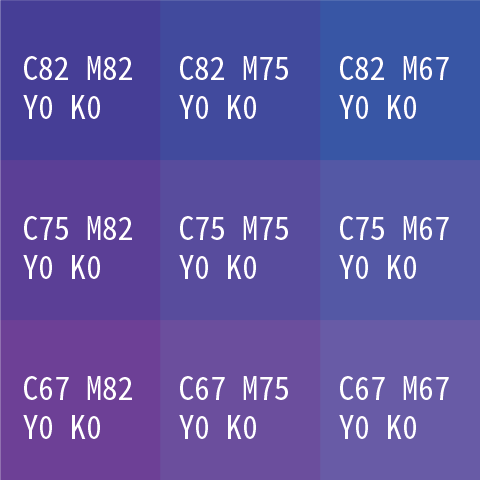
ပုံနှိပ်ခြင်းတွင် အန္တရာယ်ရှိသောအရောင်များဟု ခေါ်လေ့ရှိသော အရောင်များစွာရှိသည်။ ပုံနှိပ်ထားသော ထုတ်ကုန်များသည် အရောင်သွေဖည်ရန် အလားအလာများသောကြောင့် ပုံနှိပ်ခြင်းအတွက် ဤအရောင်များကို အသုံးပြုရန် ယေဘုယျအားဖြင့် အကြံပြုထားခြင်း မရှိပါ။ ပုံမှန်အရောင်တွေအစား သုံးတာက ပိုကောင်းပါတယ်။
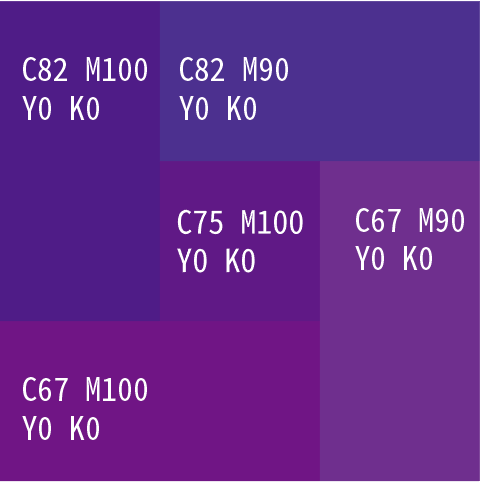
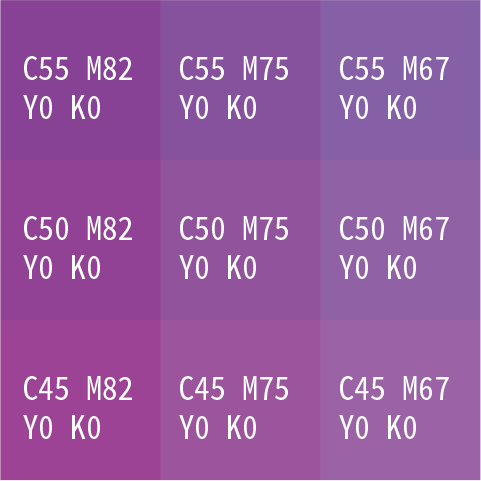
10% အရောင်အကွာအဝေးအတွင်း ဤ "အန္တရာယ်ရှိသောအရောင်များ" ၏ပြသမှုကိုကြည့်ရှုကြပါစို့။
လိမ္မော်ရောင်
အပြာရင့်ရောင်
ခရမ်းရောင်
အညို

မီးခိုးရောင် လေးရောင်

အနက်ရောင်လေးရောင်
တစ်ရောင်တည်းအနက်ရောင် C0M0Y0K100၊ ပုံနှိပ်ပန်းကန်ပြားကိုပြောင်းရန်အလွန်အဆင်ပြေသည်၊ ပန်းကန်တစ်ခုသာပြောင်းရန်လိုအပ်သည်။
အနက်ရောင်လေးရောင် C100 M 100 Y100 K100၊ ပန်းကန်ပြားပြောင်းရန် အလွန်အဆင်မပြေ၊ အရောင်သွန်းလုပ်ခြင်း သို့မဟုတ် မှတ်ပုံတင်ခြင်း မှားယွင်းခြင်းတို့ ပြုလုပ်ရန် လွယ်ကူသည်။ ထို့ကြောင့် အနက်ရောင်လေးရောင်သုံးရန် ယေဘူယျအားဖြင့် အကြံပြုထားခြင်းမရှိသော်လည်း ပုံနှိပ်စက်ရုံအများစုသည် လေးရောင်အနက်ရောင်ကို မပုံနှိပ်ကြပါ။
စာတိုက်အချိန်- မေ ၂၀-၂၀၂၄






